Quando arriva il momento di installare la segnalazione sul plastico in genere si è vicini alla conclusione dei lavori e questo ci conforta. Parleremo della costruzione degli stessi in un altro momento. Attualmente ci occorre poter pilotare questi enti in digitale tramite software e, per farlo, servono decoder dedicati.
Di soluzioni già pronte sul mercato ce ne sono molte, ma preferiamo utilizzare un progetto freeware, esattamente quello proposto da Paco Cañada sul suo sito. Questo decoder è dotato di 4 uscite e 8 aspetti, realizza l’effetto di accensione e spegnimento progressivo delle luci; è possibile scegliere liberamente sia le luci da utilizzare, sia gli aspetti da visualizzare, sia la modalità (fissa o lampeggiante) delle singole luci. Si possono inoltre modificare l’intensità massima di ogni luce, la velocità di accensione/spegnimento e la frequenza di lampeggio.
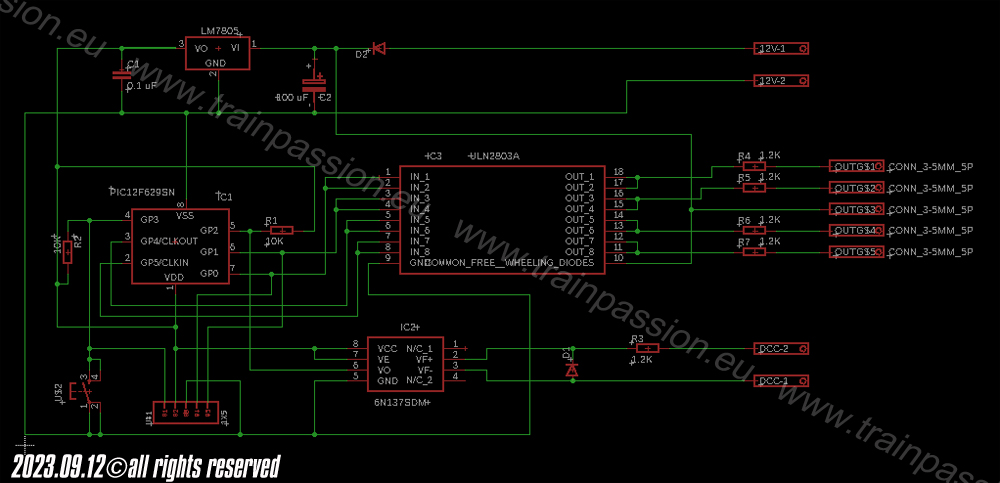
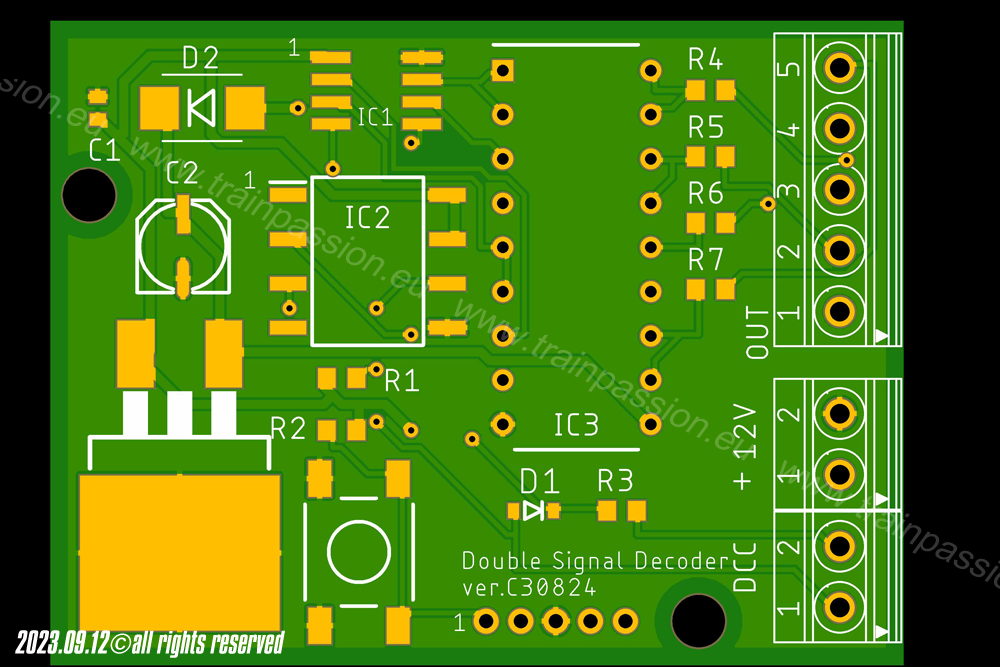
Schema elettrico del decoder segnali
Riprendiamo lo schema proposto da Paco, facciamo qualche piccola modifica e ridisegniamo lo schema elettrico.
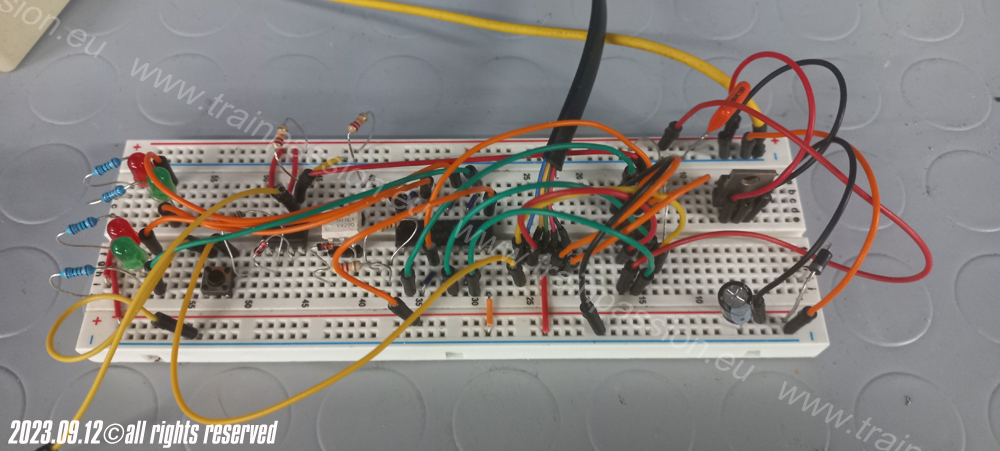
Sulla base del nuovo schema testiamo il circuito su breadboard. Colleghiamo i vari componenti e carichiamo il firmware nel PIC.
Test del decoder su breadboard
Tramite il pulsante il decoder entra in modalità programmazione dell’indirizzo primario; tutti i led lampeggiano. Inviando un comando accessori viene impostato l’indirizzo primario. La scelta della configurazione si attua modificando le CV relative.
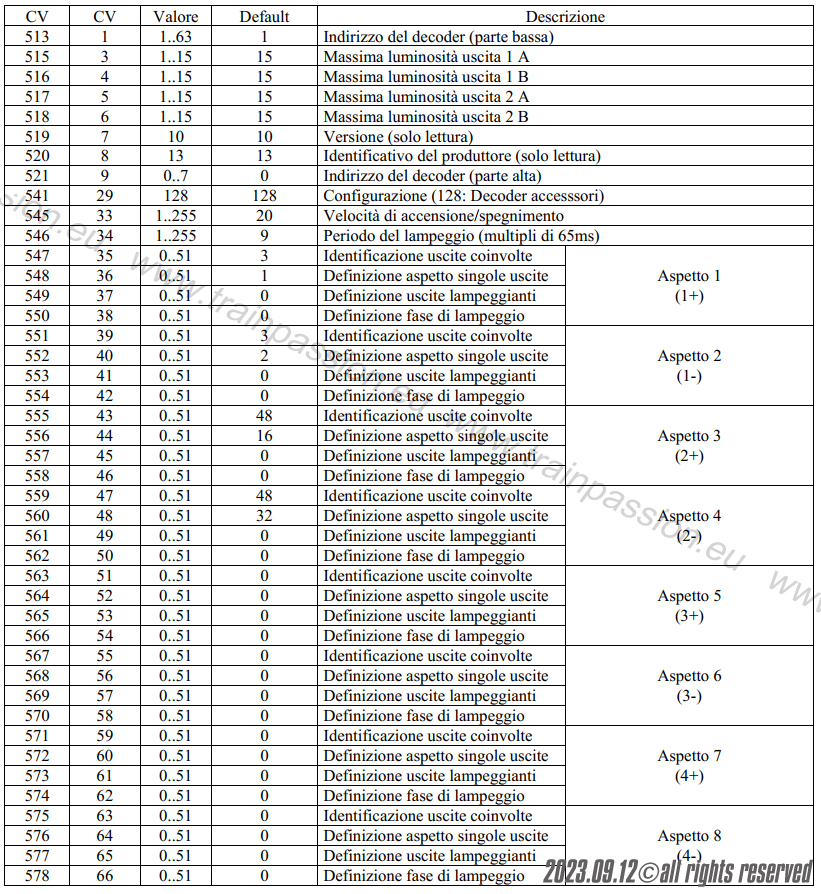
Elenco delle CV del decoder
Dopo gli opportuni test siamo pronti a generare il file Gerber necessario alla produzione del PCB.
Layout del PCB del decoder segnali
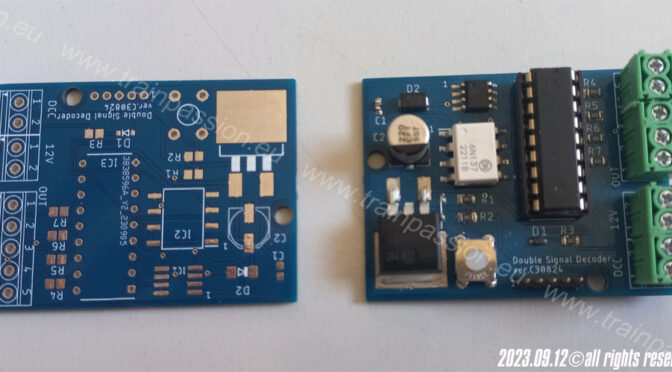
Optiamo per componenti SMD, con la sola eccezione di IC3, un array darlington montato su zoccolo; questo è il componente più a rischio, in quanto esposto direttamente sulle uscite; montato su zoccolo è facilmente sostituibile. Rispetto allo schema originario inseriamo anche i pin di programmazione e lo spazio per le resistenze di carico dei led.
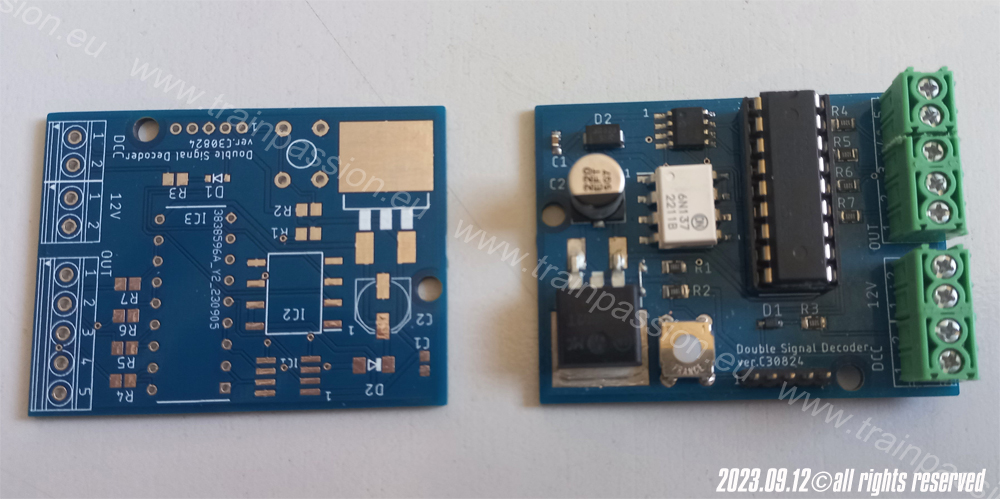
Ci affidiamo al service JLCPCB per la produzione delle schede. In appena 6 giorni queste giungono sul nostro tavolo.
PCB del decoder segnali
Colleghiamo il decoder all’alimentazione, al DCC e ai led di test. Il video mostra la programmazione dell’indirizzo primario e il funzionamento di default.
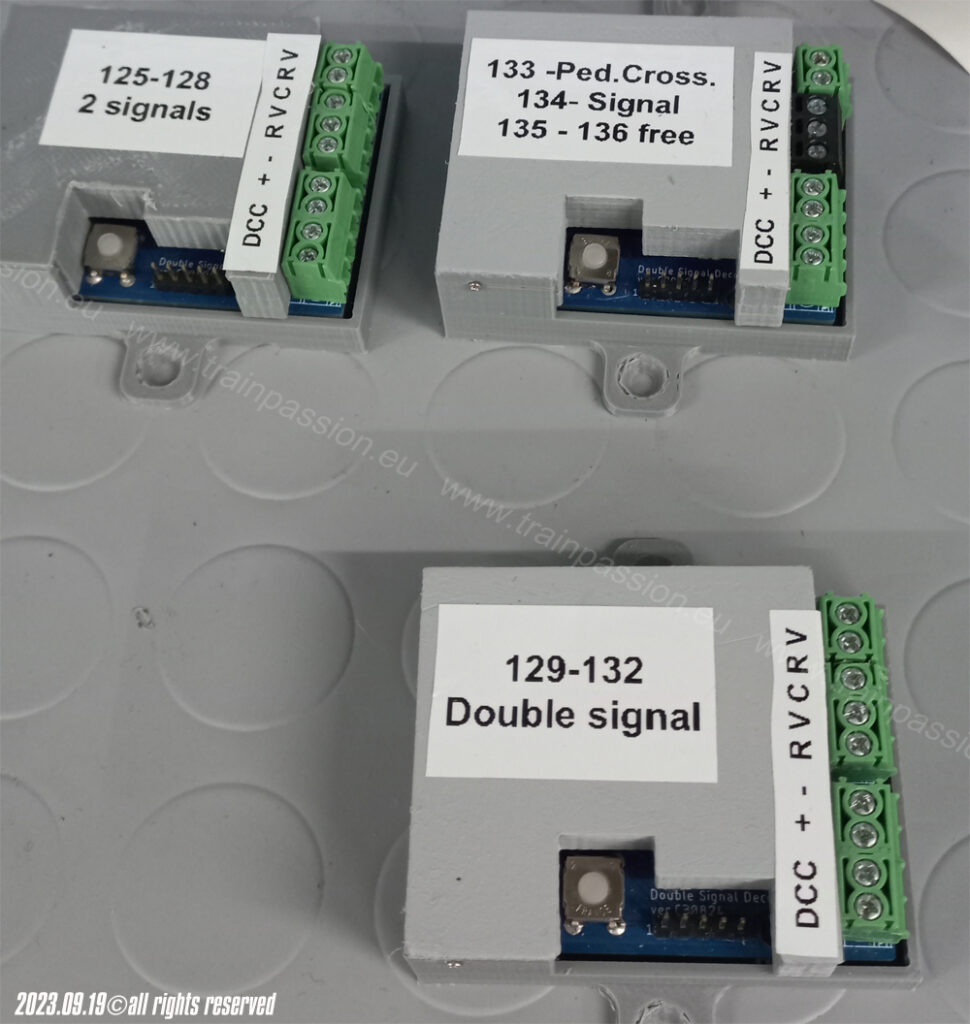
Disegniamo e stampiamo quindi i contenitori che ospiteranno i decoder. Questi possono anche essere utilizzati per altri scopi, infatti ne utilizziamo uno per illuminare i segnalatori dell’attraversamento pedonale.
Decoder segnali
Nel video qui sotto si mostra il funzionamento del decoder applicato ad un segnale a doppia vela (kit di fermodellismo.it) con tutti e gli otto aspetti configurati. Dopo aver impostato l’indirizzo, configuriamo le #CV relative alle uscite coinvolte. La selezione dell’aspetto avviene impostando 1 dei 4 indirizzi assunti (in questo caso da 129 a 132) sulla centrale in modalità gestione deviatoi; inviando il comando (dritto/deviato) si attiva l’aspetto designato.
Questa realizzazione è giunta al termine. Oltre a quanto descritto abbiamo aggiunto dettagli e modelli al piazzale: un posto di rifornimento con pompe carburante, una torre idrica (produzione AKA Models), contenitori vari e anche una discreta quantità di sudiciume, tipico di questi ameni posti.
Abbiamo effettuato qualche scatto alla luce del sole che ci permette di apprezzare i dettagli.
posto di rifornimento e torre idricail piazzale, vista frontale
A sinistra un piccolo spazio fra il muro, realizzato in gesso armato da stampo, ci ha permesso di allestire un area lavori; si possono notare forati, sacchi di cemento, carriole e anche una impastatrice, tutti realizzati in resina, anche il nostro operaio.
lavori in corsolavori in corso
Sul lato destro sono stampati in resina anche gli assili, il paraurti metallico e la tipica recinzione in cemento.
assili e rotaie
Detriti, contenitori per la spazzatura, vecchi pneumatici e bancali, lamiere arrugginite e refusi metallici arricchiscono il realismo della scena
detriti e spazzaturamuro ammalorato
Questo è il modello completo prima di essere posizionato sul modulo.
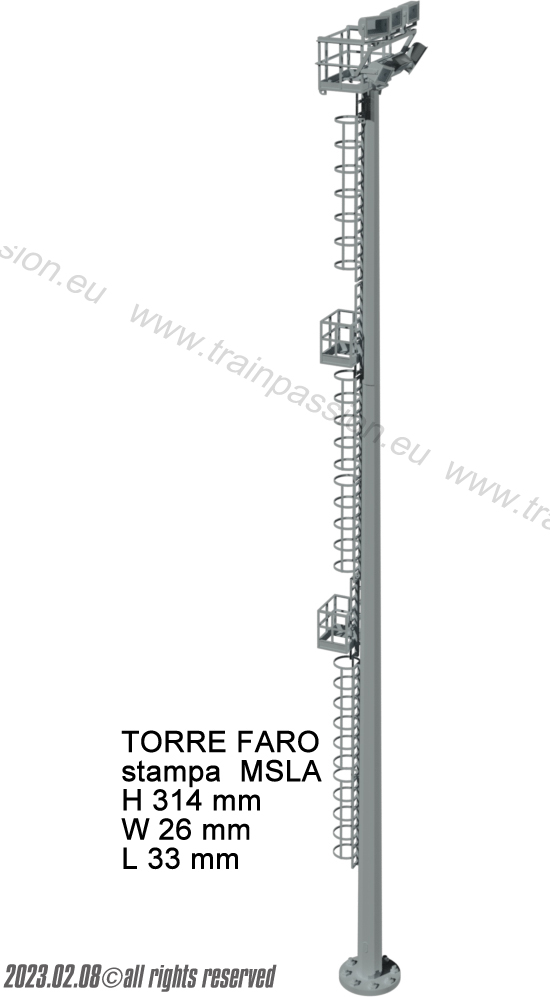
Ogni scalo operativo è illuminato da una torre faro. Di questa esiste qualche modello in scala reperibile sul mercato, tutti in fotoincisione. Perchè non in stampa 3D? Il motivo è ovvio, risulterebbe troppo fragile per il trasporto e l’imballaggio. Ma noi non abbiamo questo problema, dell’imballaggio non c’è bisogno, il trasporto è a Km 0!
Quindi si è deciso di prendere un disegno in rete, di modellarlo al CAD e di provare la stampa. La parte più delicata è la scala e la protezione guardiacorpo, decisamente sottili. Siamo riusciti a contenere gli spessori minimi a 0.2mm, praticamente una fotoincisione.
torre faro, rendering
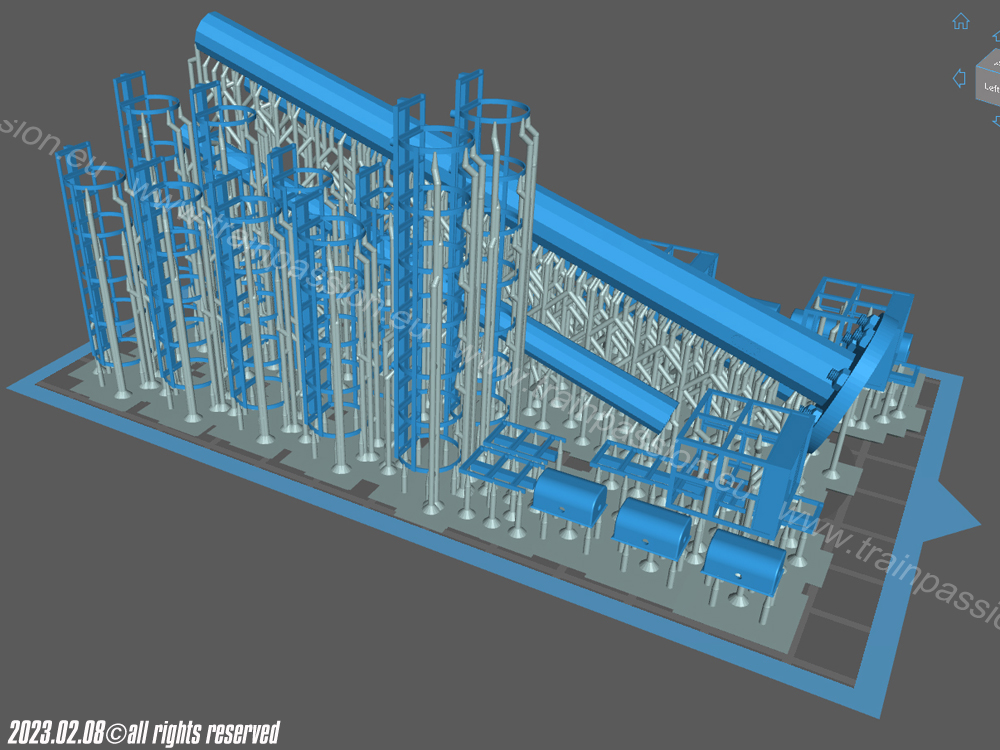
La torre si compone di diverse parti, il pilone in tre segmenti, le varie scale, il cestello e i proiettori. Questo è come il nostro “slicer” Chitubox predispone il modello per la stampa.
torre faro, file di stampa in resina
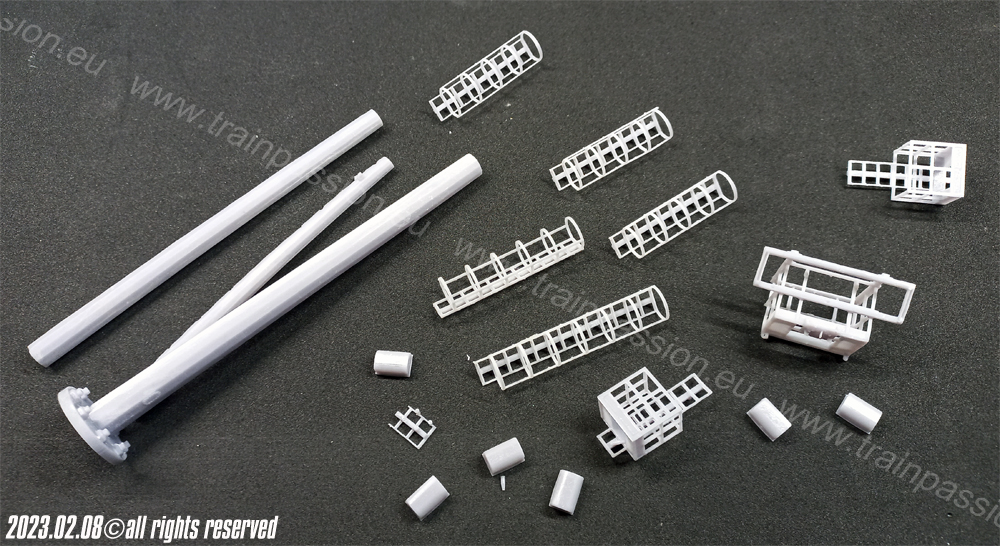
E questi sono i pezzi stampati.
torre faro, parti stampate
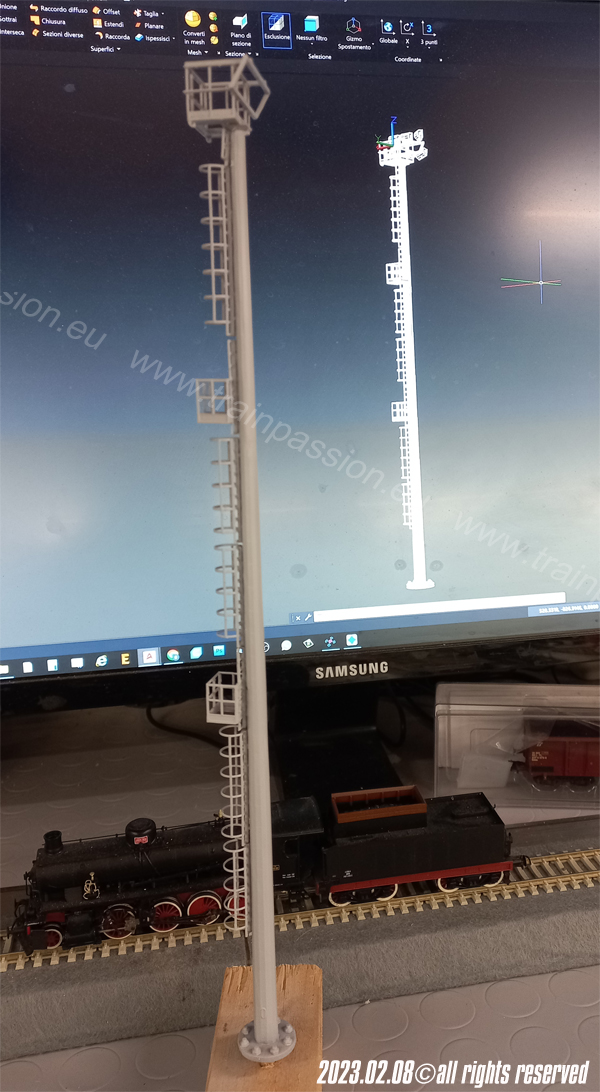
Allo scopo di rendere il pilone robusto e di eliminare qualche effetto di “warping” dei segmenti, questo sono cavi all’interno per ricevere un anima fatta con tubi di ottone di diversi diametri.
torre faro, anima in ottonetorre faro, pilone con anima in ottone
Reso il pilone decisamente rigido abbiamo assemblato e verniciato la torre.
torre faro assemblata e verniciata
Abbiamo poi inserito nei proiettori microled a luce bianca fredda e abbiamo applicato su di essi fogli di acetato.
torre faro con proiettori
L’insieme è delicato, ma una volta posizionato non ci dovrebbero essere problemi.
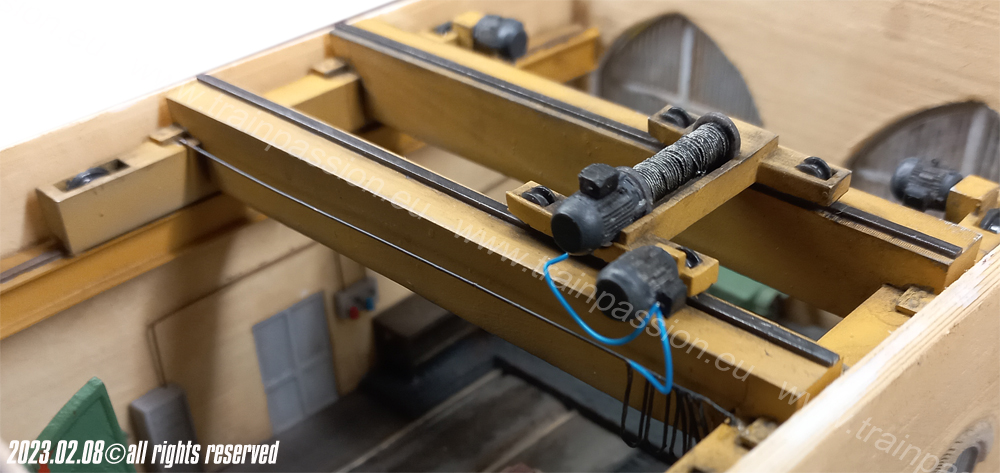
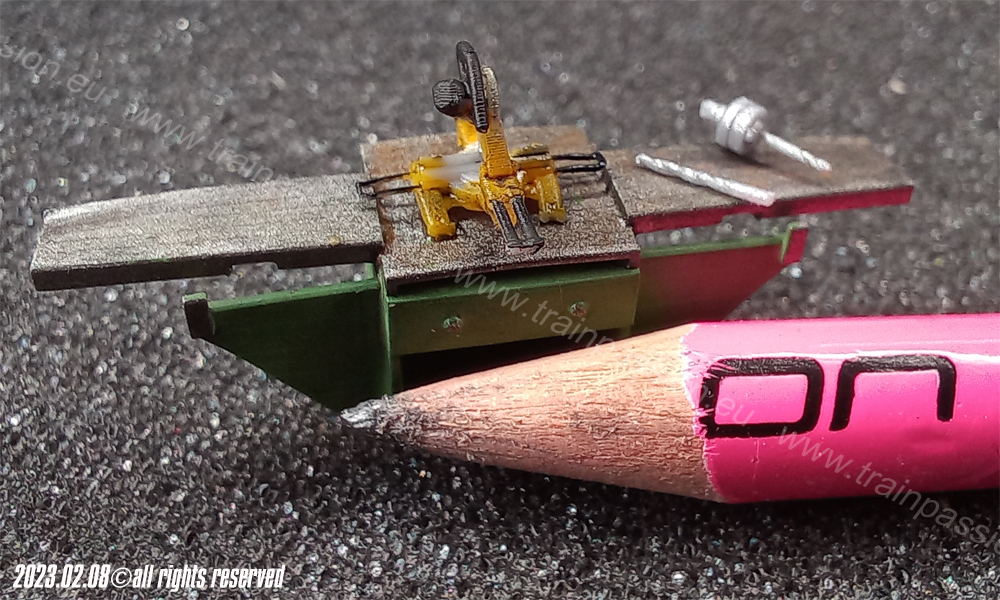
Dopo aver “arredato” il fabbricato non si poteva fare a meno di posizionare altri particolari sotto la tettoia. Oltre a banchi di lavoro, cassoni per refusi metallici, barili, etc. abbiamo pensato di inserire due coppie di sollevatori per veicoli ferroviari, prendendo come spunto schemi e fotografie di un reale produttore di tali macchinari.
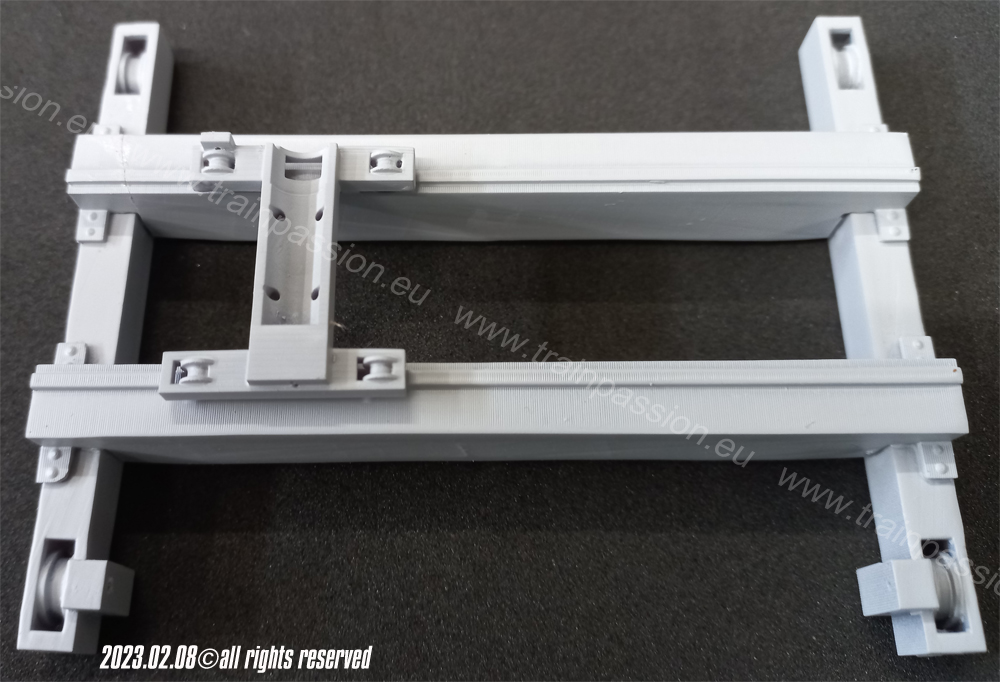
In questo caso siamo dovuti ricorrere alla modellazione CAD per generare il file per la stampa.
sollevatore per veicoli ferroviari, stampa 3D
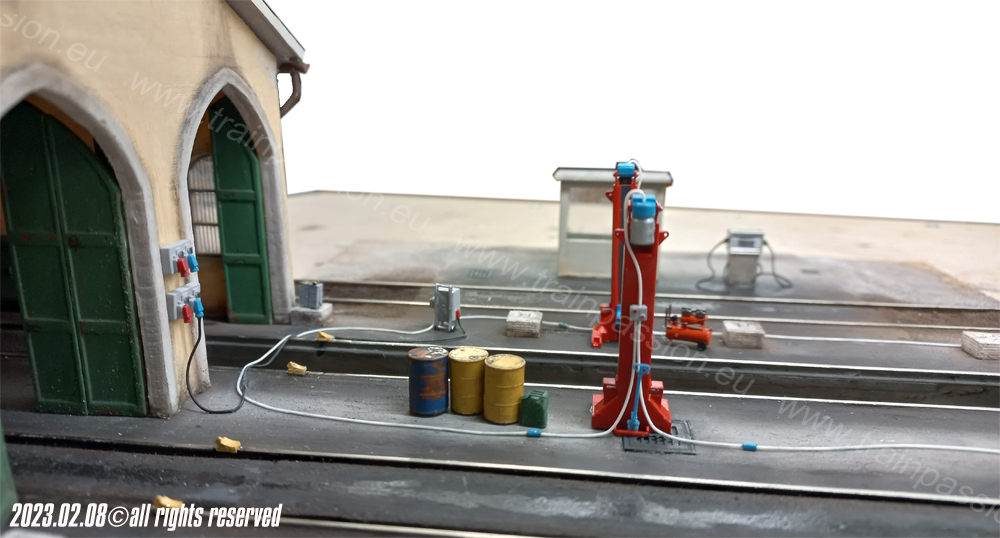
Abbiamo quindi verniciato i modelli e li abbiamo posizionati accanto al binario, corredandoli dei cavi di azionamento e del carrello di controllo. Si possono notare altri particolari, quali barili, taniche, prese di sicurezza a parete, blocchi fermacarri, tutti stampati in resina.
sollevatore per veicoli ferroviaridettaglio sollevatore per veicoli ferroviari
E qui la nostra Aln668 è in attesa di controlli.
sotto la tettoia
Una vista di infilata della tettoia che lascia intravedere anche parte del fabbricato, nonchè un carrello provvisorio.
IL CARRO PONTE Viste le dimensioni del fabbricato potrebbe sembra una forzatura, ma dobbiamo considerare che in un plastico spesso si è costretti a condensare, insomma a cedere a qualche compromesso. Quando poi si scopre la potenzialità e la relativa semplicità della stampa 3D in resina e facile farsi prendere la mano!
Questo è stato il caso del carro ponte, e anche di molti altri manufatti e oggetti posizionati all’interno del fabbricato che descriveremo via via. Non avendo la minima idea di forma e dimensioni abbiamo cercato in rete un modello stampabile già pronto… e siamo stati fortunati, solo qualche adattamento dimensionale realizzabile scalando il file STL (il file che normalmente si utilizza per la stampa).
il modello si compone di più parti: il carrello principale, il carrello dell’argano, i motori e i binari. Stampato il tutto abbiamo assemblato i pezzi ed eseguito la verniciatura di fondo.
carro ponte – stampa e assemblaggio
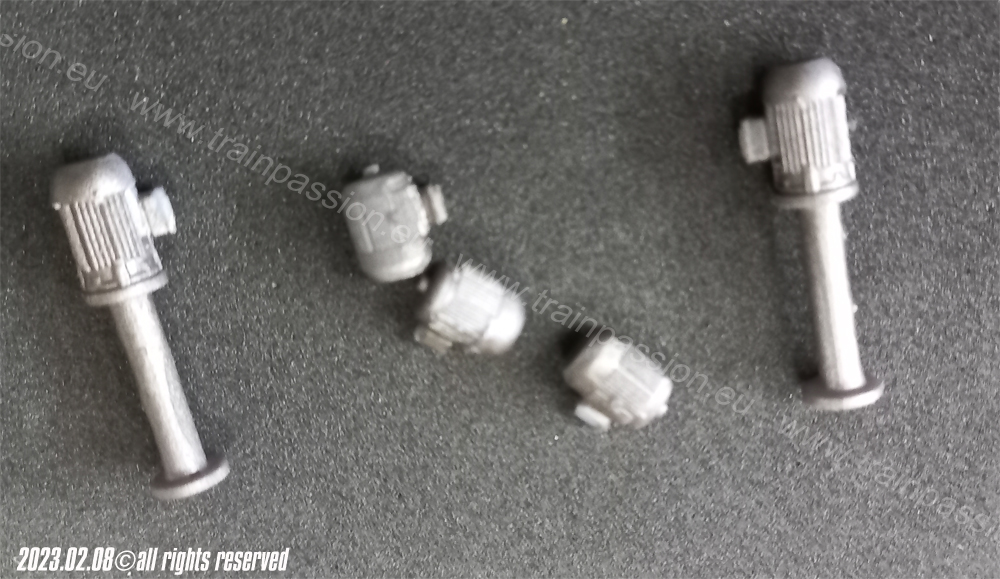
Questi sono i motori da posizionare sui due carrelli.
carro ponte – i motori
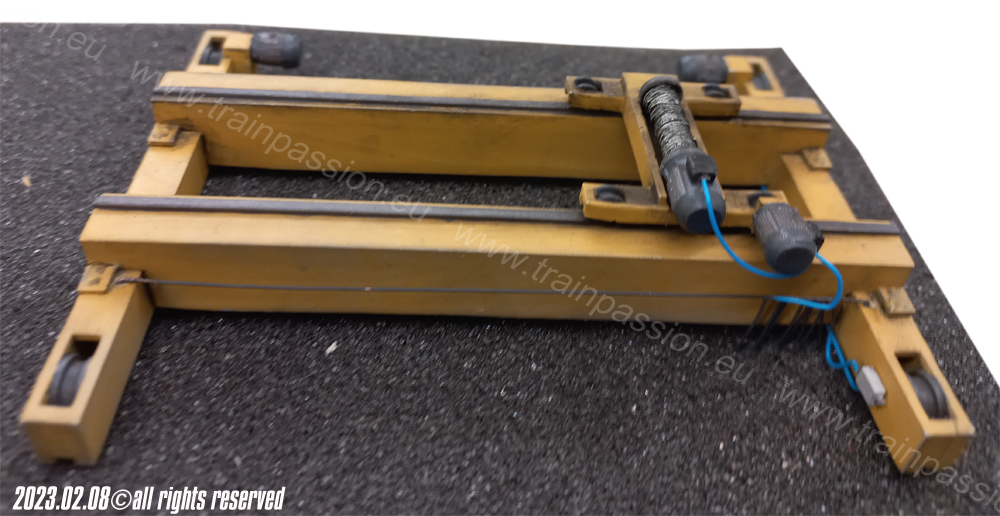
Posizionati i motori abbiamo verniciato il modello con acrilici e aerografo, aggiunto la fune, i cablaggi, le scatole di derivazione e, successivamente il telecomando, sempre ricavati da stampa 3d, abbiamo quindi invecchiato il tutto con colori ad olio Ammo-Mig.
carro ponte – verniciatura e finitura
Fissati i binari al fabbricato abbiamo posizionato il modello sugli stessi. Ovviamente il ponte è rimovibile.
carro ponte sui sui binari
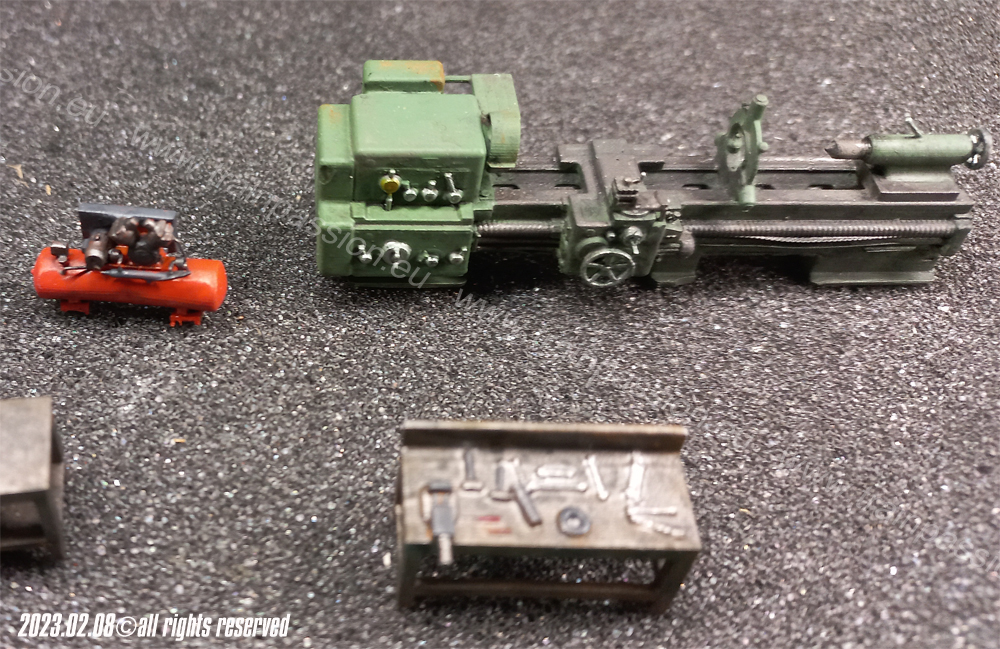
MACCHINARI, ARREDAMENTO E ATTREZZI Anche se l’interno del fabbricato è visibile solo rimuovendo il tetto abbiamo deciso di “arredarlo”. Molti dei modelli degli oggetti presenti sono stati trovati su siti specializzati (thingiverse.com ad esempio) già pronti per la stampa, altri li abbiamo disegnati sfruttando modelli CAD, altri ancora disegnati integralmente. Con questo si vuol dire che avere a disposizione una stampante può facilitare molto il lavoro del modellista e anche che, se non si ha esperienza di modellazione, alcuni oggetti si trovano belli e pronti.
modelli 3D stampati
Questo è il livello di dettaglio che si può raggiungere con una stampante hobbistica, più che soddisfacente.
banco da lavoro
Alcuni dettagli sono delicati, finissimi, per questo motivo non si trovano in commercio, ma potendoli stampare in casa il problema non si pone.
la troncatrice
E questo è l’interno del fabbricato con tutti i suoi oggetti.
interno del fabbricato
Alcuni microscopici come gli oliatori, a proposito… riuscite a vederli?
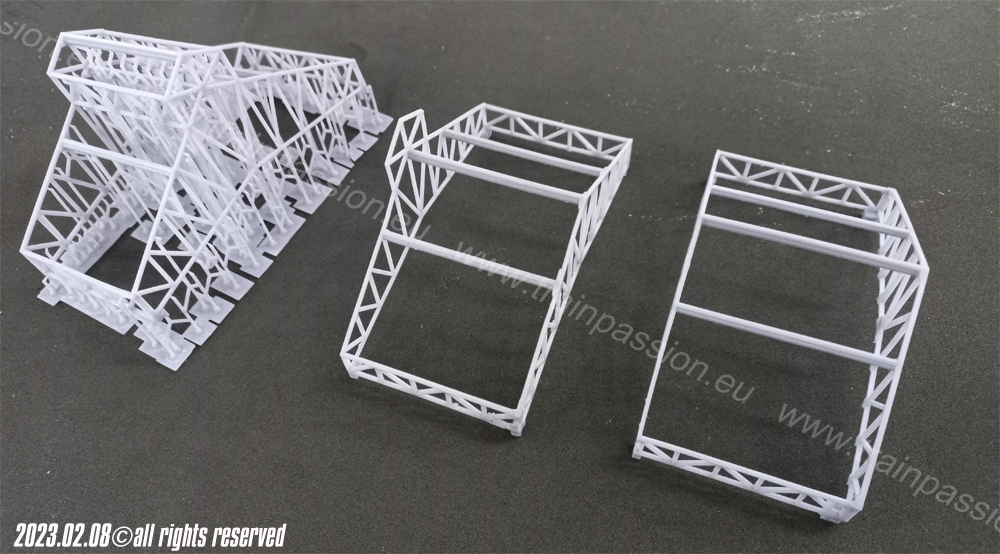
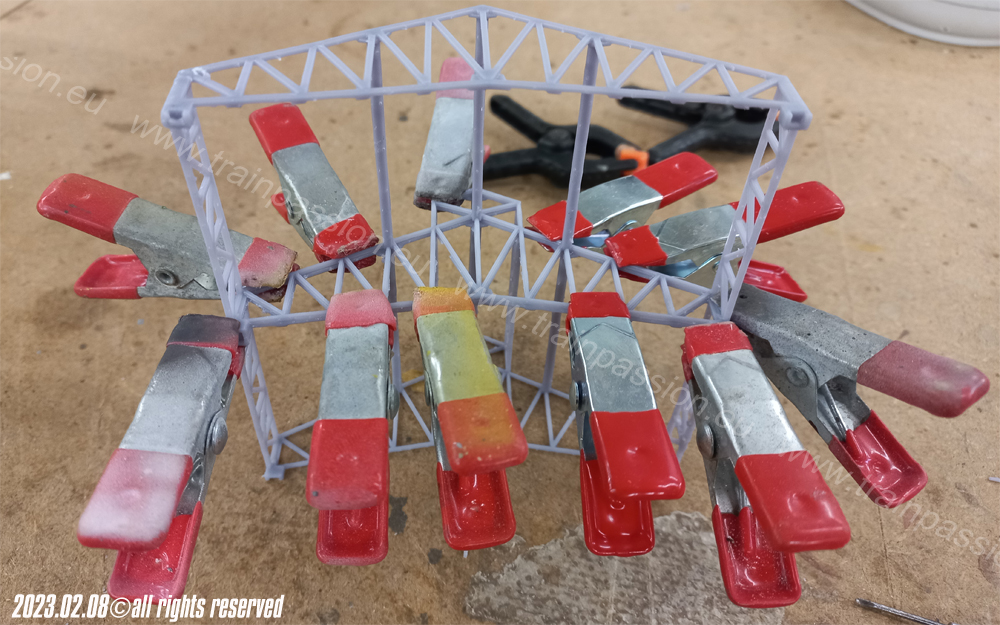
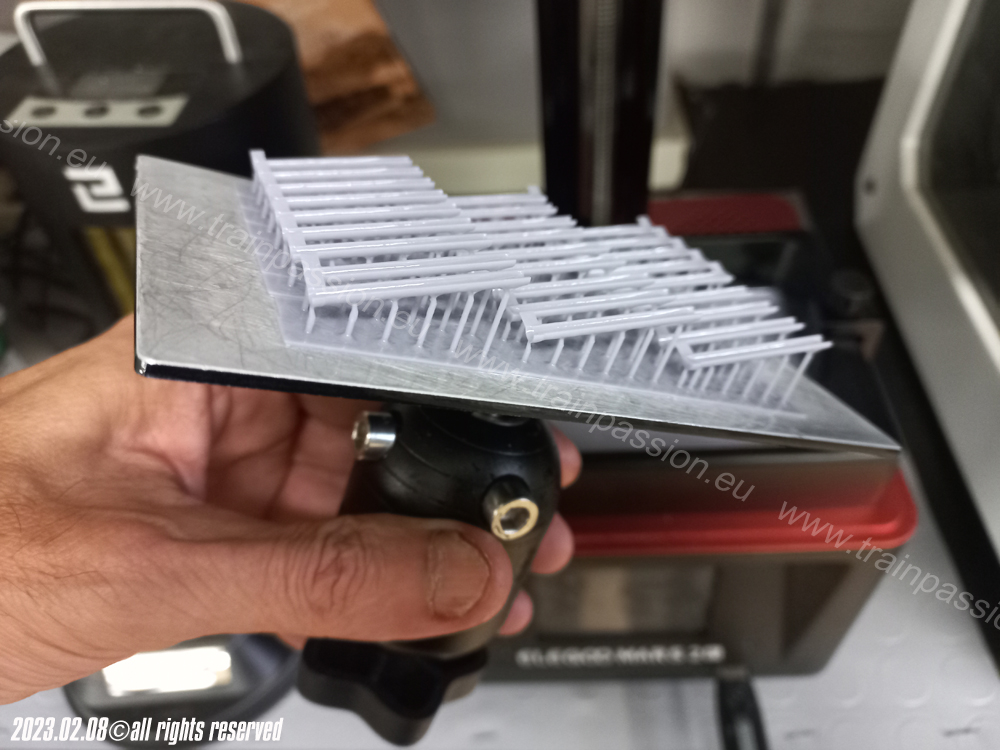
IL TRALICCIO All’inizio erano più i dubbi che le certezze; sarebbe stato dimensionalmente esatto, stabile, non così fragile? In effetti la stampa in resina presenta dei rischi: il primo fra tutti è il cosiddetto “warping”, vale a dire la deformazione dell’oggetto stampato dopo il post-curing, poi le dimensioni che possono leggermente variare su stampe dello stesso oggetto, infine la fragilità e la conseguente scarsa maneggiabilità. In fase di modellazione abbiamo cercato di tenere conto di questi aspetti, aumentando leggermente gli spessori in tutto il modello e suddividendolo in parti che risultassero strutturalmente più stabili.
stampa del traliccio
Ne abbiamo estratto quindi 5 sezioni, ognuna diversa dalle altre, da assemblare successivamente. Per i pilastri abbiamo optato per profili Evergreen “I Beam” da 2,5mm, da fissare sui collari del traliccio.
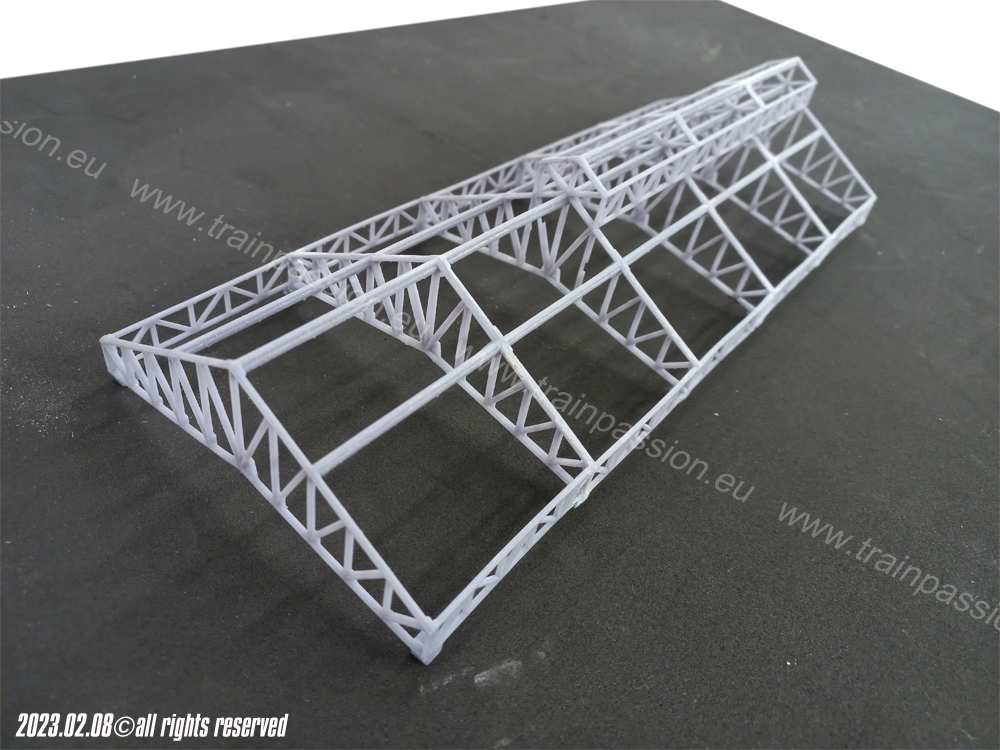
assemblaggio del traliccio
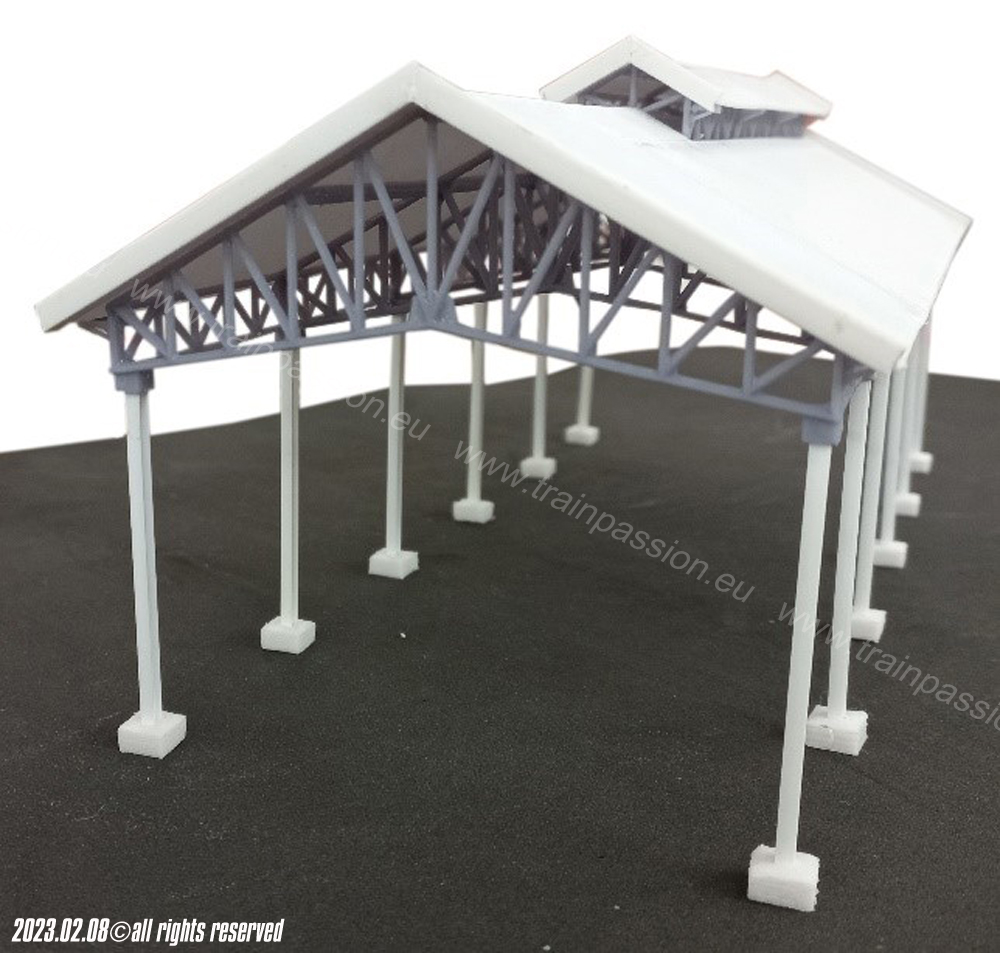
Alla fine il tutto è risultato abbastanza solido. I plinti hanno apposite asole nella quali si inseriscono i pilastri, questo per permettere la rimozione della tettoia, una volta incollati gli stessi al piano.
traliccio assemblato
IL TETTO Anche in questo caso abbiamo utilizzato plasticard da 1mm, incollato al traliccio e verniciato ad aerografo con grigio chiaro.
traliccio e solaio
Sopra il plasticard il progetto prevede una copertura in lamiera ondulata. Qui ci sono sorte alcune domande:
“Esistono in commercio delle lastrine adatte? “ Si, ma sono esteticamente poco credibili, il problema è lo spessore che a nostro avviso può essere rispettato in scala solo facendo ricorso al metallo, quindi la scelta è propesa per l’alluminio, quello delle vaschette per alimenti, con uno spessore di 0,05 mm.
La stampa 3D è automaticamente esclusa? No, perché necessita uno strumento che ci permetta di sagomare l’alluminio. E allora abbiamo disegnato una dima composta da due rulli zigrinati attraverso i quali far passare la sottile striscia di alluminio. La stampa più adatta è quella FDM, decisamente più robusto il prodotto finale. Non solo modelli, quindi, ma anche strumenti!
dima zigrinata in FDM
Sagomate le strisce di alluminio, queste sono state verniciate con aerografo, tagliate nella giusta dimensione e incollate, sovrapponendole leggermente, al solaio in plasticard. Il fondo grigio è stato scurito in alcuni punti e lumeggiato in altri con pennello “a secco”. La ruggine è stata realizzata con colori ad olio Ammo Mig.
lamiera ondulata in alluminio
In ultimo sono stati stampati in resina i pluviali, in più sezioni unite poi con colla; i discendenti sono stati realizzati con tondino in plastica sagomato a caldo.
pluviali in resinapluviali in resina
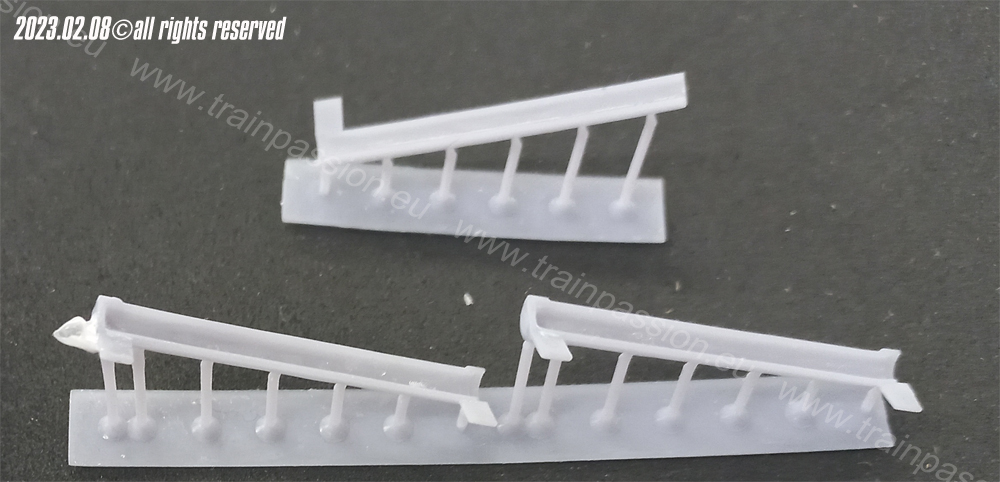
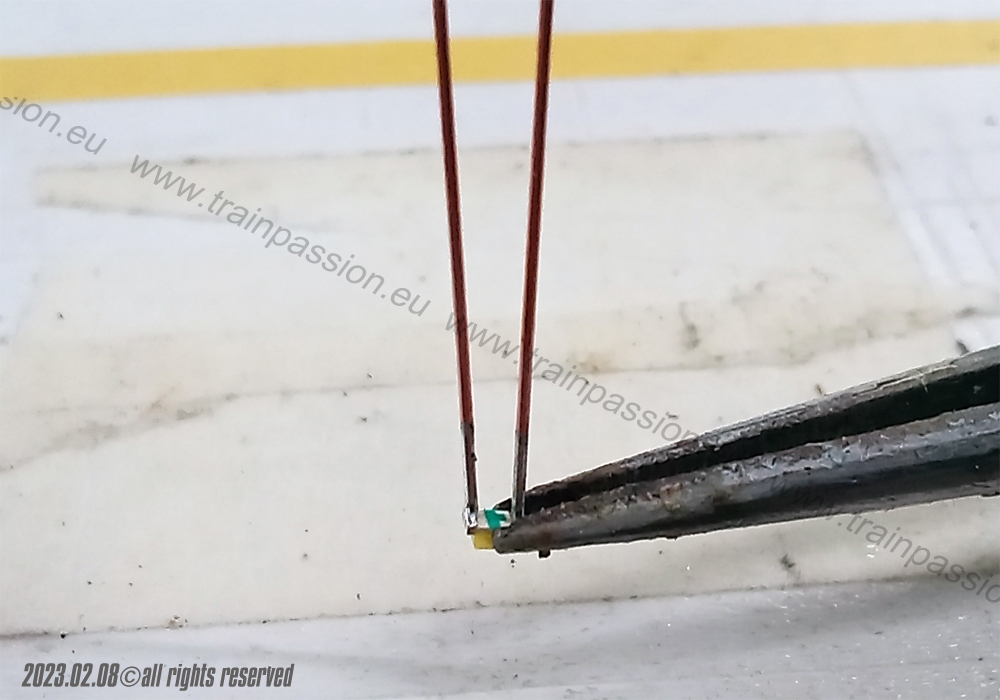
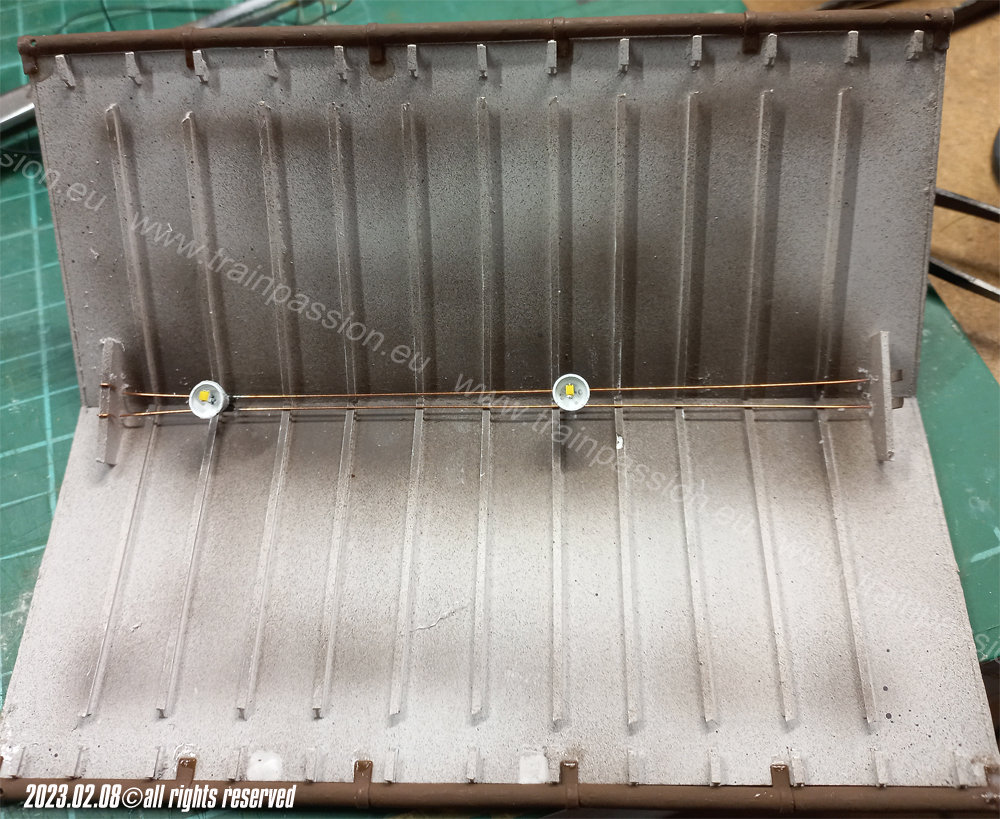
L’ILLUMINAZIONE Traendo ispirazione da foto tratte dal web, abbiamo optato per lampade sospese fissate ad una linea di alimentazione rigida composta da due fili di acciaio ramato fissati alla parte superiore del traliccio. I corpi lampada sono stati stampati in resina; essi hanno due fori attraverso i quali far passare i due reofori (acciaio ramato da 0,35mm) da fissare poi alla linea di alimentazione.
microled delle lampade
Un microled è stato saldato a i due reofori, questi sono stati inseriti nei fori accennati; una resistenza SMD garantisce la giusta quantità di corrente necessaria all’accensione del led. I due reofori sono stati inguainati per qualche millimetro con termo-restringente.
lampada sospesa assemblata
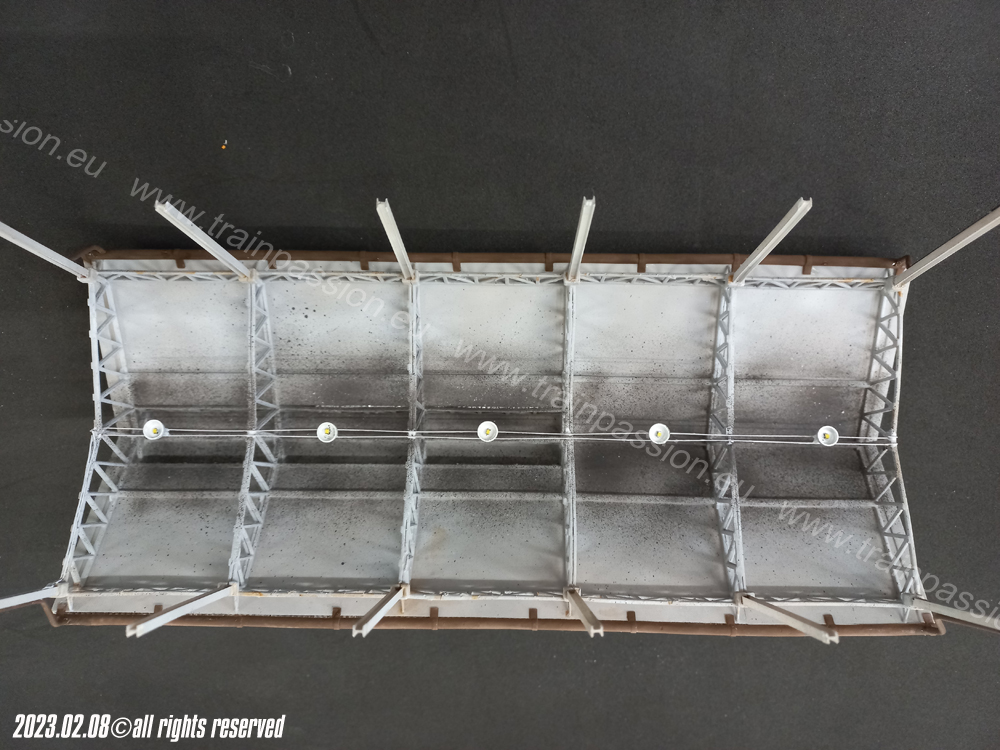
Le lampade sono state saldate alla linea di alimentazione, questa poi a due sottili fili che scorrono all’interno dell’ultimo pilastro.
illuminazione della tettoia
una giunzione magnetica garantisce l’alimentazione e la possibilità di rimuovere la tettoia con facilità.
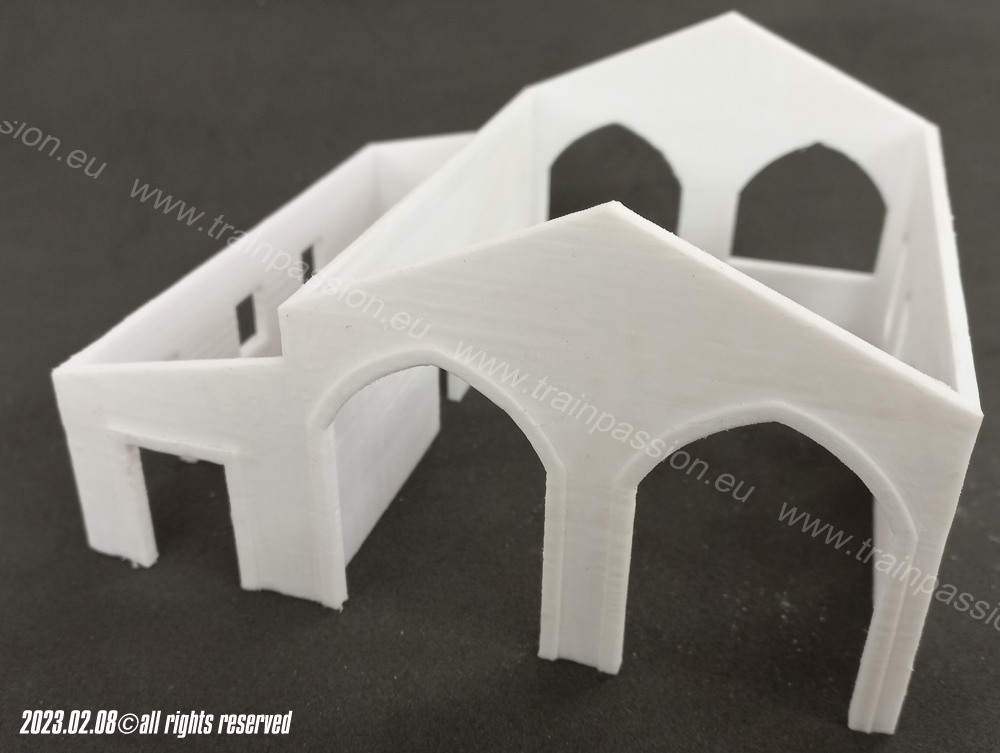
IL CORPO Due potevano essere le soluzioni: costruzione con forex da 3 mm o stampa. Abbiamo optato per la stampa FDM con layer 0,1 ed estrusione 0,4 mm e filo PLA bianco, il massimo attualmente ottenibile con la nostra stampante. Il vantaggio è ottenere dimensioni esatte dei perimetri e delle luci, lo svantaggio è la post-lavorazione per attenuare l’effetto “millerighe” dato dallo spessore del layer. La levigatura con carta abrasiva e qualche stuccatura hanno risolto il problema.
corpo del fabbricato del deposito in PLA
IL TETTO Niente stampa 3D; date le dimensioni sarebbe stata possibile soltanto in FDM, risultando poco precisa. Abbiamo optato per una lastra in plasticard da 1 mm, unita con dei fazzoletti e arricchita di travetti. Il tetto è amovibile per l’ispezione e per mostrare l’allestimento interno.
Tetto del fabbricato del deposito in forexTetto del fabbricato del deposito in forex
La successiva finitura è stata realizzata con lastrine termoformate acquistate tempo addietro in grande quantità.
tetto del fabbricato
GLI INFISSI È ora di stampare in resina! Gli infissi comprendono portoni a vela piena e grate, per i primi nessun problema tecnico, per i secondi, invece, lo spessore dei tondini delle grate sarebbe stato troppo fine per risultare robusto. La resina ha consistenza vetrosa, poco flessibile, a meno che non si usi un prodotto con caratteristiche meccaniche diverse (ABS like), abbiamo preferito disegnare un modello di cornice preforata sulla quale inserire fili di acciaio ramato (Sommerfeldt) da 0,35 mm, una sintesi fra stampa 3D e lavorazione tradizionale che ha dato buoni risultati.
Infissi in resina e acciaio ramato
Le grate sono state poi verniciate con aerografo e stagionate con colori ad olio Ammo-Mig; i vetri sono in acetato inserito posteriormente.
grate con acetato
Dopo la stampa la verniciatura dei portoni è stata eseguita in tre 4 step:
Verniciatura di fondo
Verniciatura con marrone e arancio
Applicazione di Heavy Chipping Effects Ammo-Mig
Verniciatura con verde bottiglia
L’effetto scrostatura si ottiene ammorbidendo lo strato finale di vernice con acqua e rimuovendone parte con uno stuzzicadenti. Dopo qualche ora la verniciatura è stabile.
verniciatura dei portoniportoni in sede
ILLUMINAZIONE É stata realizzata con lampade sospese, come descritto qui, saldate alla linea di alimentazione rigida, due coppie di lamelle forniscono l’alimentazione e permettono la rimovibilità del tetto.
Per agevolare la lavorazione una sezione del piazzale è stata resa amovibile. La simulazione della pavimentazione in cemento è stata realizzata con forex da 3 mm, reso ruvido con carta abrasiva.
Piazzale del deposito in forex
Le scale della fossa di visita sono state invece stampate in FDM. Dopo la stuccatura delle giunzioni con Tamiya Putty White il tutto è stato verniciato con aerografo e grigio chiaro.
Piazzale del deposito verniciato
Successivamente l’area è stata scurita, sono stati applicati grate e tombini in fotoincisione ed è stato eseguito un consistente weathering con colori ad olio Ammo-Mig a simulazione del tipico sporco di olio e gasolio.
Lo scopo di questa trattazione, oltre a presentare la realizzazione del deposito per la manutenzione ordinaria dei mezzi diesel, è determinare quando sia utile utilizzare la stampa 3D e quando invece è più consono ricorrere ad altro tipo di lavorazione e materiale; ciò dipende soprattutto dalle dimensioni e dall’accuratezza dei vari particolari che compongono il modello nel suo insieme. È ovvio che l’utilizzo di tali stampanti richiede una certa abilità nella modellazione 3D, ma molti modelli pronti per la stampa si possono anche trovare gratuitamente in rete.
Questa invece è la postazione di stampa nel laboratorio:
da sinistra verso destra:
Vasca ad ultrasuoni per la pulizia delle stampe in resina
Dopo la stampa gli oggetti necessitano di accurato lavaggio; a seconda del tipo di resina impiegata questo deve avvenire in acqua o alcool isopropilico, per le lavorazioni qui elencate ho fatto uso di resina lavabile in acqua, decisamente più maneggiabile
Camera a ultravioletti per il post-curing delle stampe in resina
Dopo il lavaggio gli oggetti necessitano di una fase ulteriore di polimerizzazione che avviene in apposita camera, con una durata nel tempo variabile proporzionalmente alla grandezza dell’oggetto
Stampante Mars 2 PRO Mono LCD MSLA
Area di stampa 129mm(L)*80mm(W)*160mm(H)
Stampante FDM Witbox
Area di stampa 297mm(L)*210mm(W)*200mm(H)
Vedremo ora come entrambe sono state utilizzate nella realizzazione del deposito per la manutenzione ordinaria e rifornimento dei rotabili diesel.
IL MODELLO NEL SUO INSIEME L’ultimo blocco del plastico che unisce due linee a binario unico con un anello e ospita 4 binari di sosta, il tutto nascosto, ha uno spazio centrale che abbiamo sfruttato per ospitare il piazzale del deposito. Nella foto l’area centrale ospiterà 3 binari di sosta.
Rendering del modulo
L’ipotesi di partenza prevede un fabbricato e una tettoia che coprirà due dei tre binari del deposito. Il modello trae ispirazione dai depositi di Arezzo Pescaiola e Siena, con i dovuti adattamenti dimensionali rispetto all’area disponibile.
Se c’è una cosa difficile da imitare in scala 1/87 questa è sicuramente lo spessore delle riproduzioni. Nella fattispecie, dovendo riprodurre un tipico guard-rail stradale ci siamo trovati in difficoltà con i modelli disponibili sul mercato. Gli spessori delle plastiche, infatti, sono in questi ben oltre il limite di accettabilità, almeno a nostro avviso. Neanche la stampa 3D ha fornito risultati soddisfacenti, sicché il guard-rail è rimasto in sospeso, almeno fino a quando abbiamo notato che la lattina della birra appena consumata aveva uno spessore molto ridotto. “Si risparmia sull’alluminio” è stato il pensiero e, prima che la lattina finisse accartocciata, si è accesa la lampadina. Perché non riciclarla?
Da qui il modo è stato abbastanza facile trovarlo…
Abbiamo quindi realizzato una dima per sagomare l’alluminio, utilizzando tondini di ottone da 1 mm, un ritaglio di lastra di ottone da 0,5 mm e un tubo, sempre in ottone da 1,3mm.
dima in ottone
Si saldano due tondini alla giusta distanza facendo uso del tubo e si rifinisce uno dei bordi della dima.
Si elimina il fondo e sommità della lattina da 0,5 litri ottenendo una lastra di circa 135 mm di altezza. Si appoggia la lastra sulla dima, si sovrappone un tondino da 1mm e, leggermente, con un martello si sagoma l’alluminio.
sagomazione del guard-rail
Si ripete l’operazione rovesciando lastra e dima.
sagomazione del guard-rail
Questo è il risultato ottenuto. Se si vuole realizzare un guard-rail con doppio profilo è sufficiente ripetere le operazioni già descritte prima del taglio. I pezzi realizzati sono di estrema finezza, la nostra lattina di birra ha avuto un “happy-ending”!
guard-rail doppio sagomato
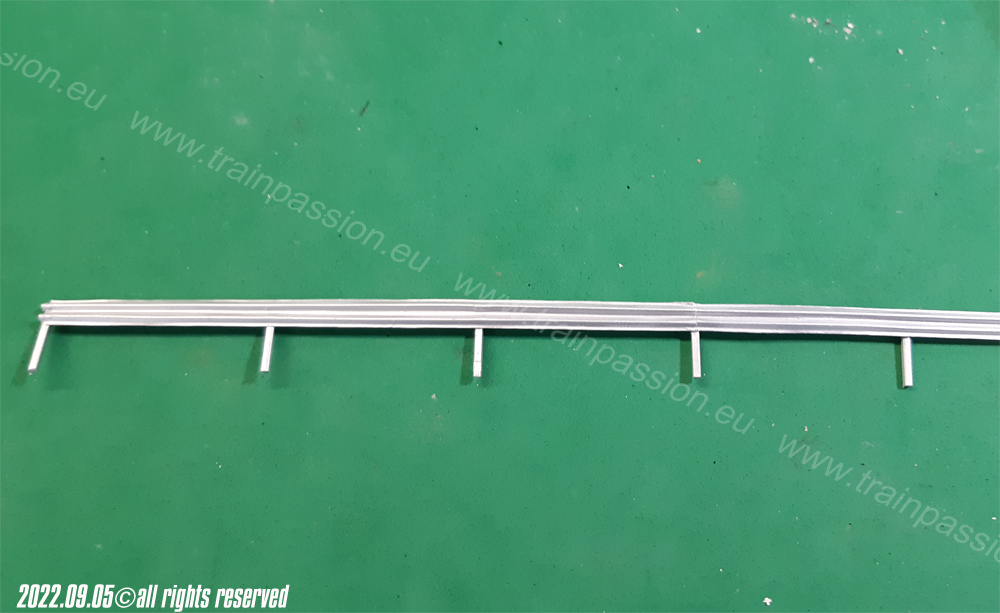
Ora si devono realizzare gli stanti di sostegno; utilizziamo barra di ottone quadrata e tubo da 1mm. Sfruttiamo il guard-rail doppio come dima per la saldatura.
stanti di sostegno
Tagliamo a misura ed otteniamo il primo stante.
stanti di sostegno
Verificata l’esattezza si saldano tutti gli stanti e si incollano con colla cianacrilica in gel, la parte finale del guard-rail si sagoma con una pinza piatta, mentre lo stante dalla parte opposta si posiziona in modo da permettere di unire la successiva sezione.
applicazione stanti di sostegno
Una mano di fondo e una di vernice “alluminio” e i pezzi sono quasi pronti. Opacizziamo con polvere grigia e applichiamo i catarifrangenti ottenuti da un profilo evergreen.
verniciatura guard-rail
verniciatura guard-rail
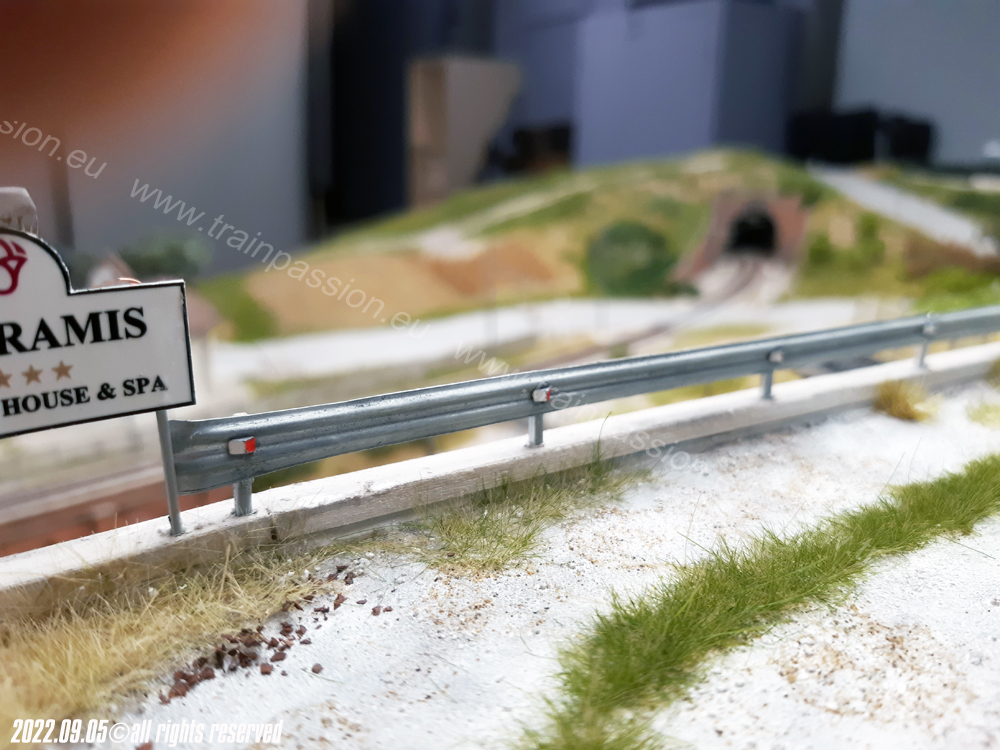
É arrivato il momento di installare i guard-rail sul plastico. il primo, doppio, a protezione della strada che porta alla Country-house.
installazione sul plastico
Il secondo, singolo a protezione della curva prima del ponte stradale sopra la linea di parata.
installazione sul plasticoinstallazione sul plastico
Il terzo, sempre singolo, a protezione della curva che porta al passaggio a livello.
DCC H0 Model Railway Layouts
Questo sito fa uso di cookie per migliorare l’esperienza di navigazione degli utenti e per raccogliere informazioni sull'utilizzo del sito stesso. Proseguendo nella navigazione si accetta l’uso dei cookie;
in caso contrario è possibile abbandonare il sito. Informazioni sui cookieACCETTORIFIUTO
Informazioni sui cookie
Informativa sulla privacy e uso dei cookie
Questo sito Web utilizza i cookie per migliorare la tua esperienza durante la navigazione nel sito Web. I cookie classificati come necessari vengono memorizzati nel browser in quanto sono essenziali per il funzionamento delle funzionalità di base del sito Web. Utilizziamo anche cookie di terze parti che ci aiutano ad analizzare e comprendere come si utilizza questo sito Web. Questi cookie verranno memorizzati nel tuo browser solo con il tuo consenso e puoi, in ogni caso disattivarli. La disattivazione di alcuni di questi cookie può influire sulla tua esperienza di navigazione.
I cookie necessari sono assolutamente essenziali per il corretto funzionamento del sito Web. Questa categoria include solo i cookie che garantiscono funzionalità di base e caratteristiche di sicurezza del sito Web. Questi cookie non memorizzano alcuna informazione personale.
Visite al plastico
Il plastico può essere visitato ogni lunedi, venerdi e sabato previa prenotazione tramite questo modulo. Confermeremo la prenotazione o vi ricontatteremo per concordare data e orario.
TrainPassion è “no-profit”, le visite sono gratuite; se però voleste contribuire, vi suggeriamo un atto di solidarietà, una donazione a “Emergency“